对于金属切削加工零件材料来说,除了能够满足制品的功能,并能够通过后续加工,满足对其装饰性、耐蚀性、导电性等性能要求外,还希望它能够有良好的切削加工特性。
工件材料的切削加工性是指在一定切削条件下,工件材料被切削的难易程度。为了对各种材料的切削加工性进行比较,用相对加工性Kr来表示。
它是以切削抗拉强度σb=0.735Gpa 的45钢,耐用度T=60min时的切削速度υ060为基准,与切削其它材料时的υ60的比值,即Kr=υ60/υ060 。
当Kr>1 时,该材料比45钢容易切削,切削性能好;当Kr<1 时,该材料比45钢难切削,切削性能差。常驻机构用材料的切削加工性,根据相对加工性Kr的大小分为8 级,如下表所列。

1.零件毛坯的选择
毛坯种类的选择决定于零件的材料、形状、生产性质以及生产中获得的可能性。毛坯可以采用下列几种:轧制材料(截面为圆形、六角形或正方形等的棒料、板料以及带料等)和成型毛坯(铸件、锻件以及冲压件等)。
2.毛坯的加工余量
机械加工中毛坯尺寸与完工零件尺寸之差,称为毛坯的加工余量。加工余量的大小取决于加工过程中各个工步应切除的金属层的总和,以及毛坯尺寸与规定的公称尺寸之间的偏差数值。
3.工序间的加工余量
1) 应采用最小的加工余量,以求缩短加工时间,降低零件的制造费用;
2) 应保证各工序有充分的加工余量,能在最后的工序中保证图纸所要求的精度及表面粗糙度;
3) 应考虑到零件热处理时引起的变形;
4) 应考虑加工零件时所采用的设备及加工方法,以及零件在加工过程中可能发生的变形;
5) 应考虑到被加工零件的大小,零件愈大则所要求的加工余量也应愈大。
4.选择工序间工序公差的原则
1) 公差不应超出经济的加工精度范围;
2) 选择公差时应考虑到加工余量的大小,公差的界限决定加工余量的极限尺寸;
3) 选择公差时应根据零件的最后精度;
4) 选择公差时应考虑生产批量的大小,对单件小批量生产的零件允许选择大的数值。

1.普通螺纹的加工方法
普通外螺纹的加工方法主要有:板牙加工、螺纹铣刀铣削加工、螺纹搓丝板和滚丝轮滚扎加工。
普通内螺纹的加工方法主要有:丝锥加工、螺纹铣刀铣削加工。
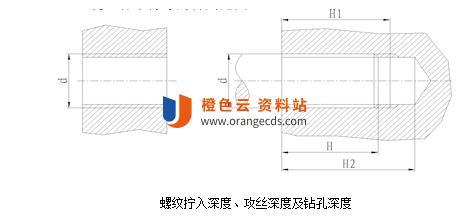
2.普通螺纹加工常用数据

螺纹公差带代号的标注在螺纹代号之后,中间用“”分开。如果螺纹的中径公差带代号不同,则分别注出。
前者表示中径公差带,后者表示顶径公差带。如果中径公差带与顶径公差带代号相同,则只标注一个代号。例如:M105g6g,M10×16H。
内、外螺纹装配在一起,其公差带代号用斜线分开,左边表示内螺纹公差带代号,右边表示外螺纹公差带代号。例如:M20×26H/6g;M20×2左6H/5g6g。
一般情况下,不标注螺纹旋合长度,其螺纹公差带按中等旋合长度确定。必要时,在螺纹公差带代号之后加注旋合长度代号S或L,中间用“”分开。例如:M105g6gS,M107HL。
【螺纹公差带三组旋合长度分别表示为:S(短)、N(中)、L(长)】。特殊需要时,可注明旋合长度的数值,中间用“”分开。例如:M20×25g6g40。
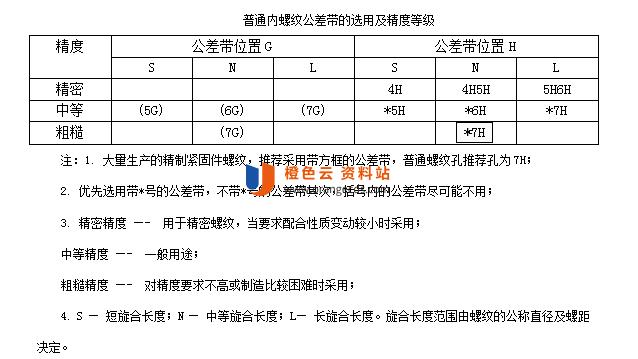
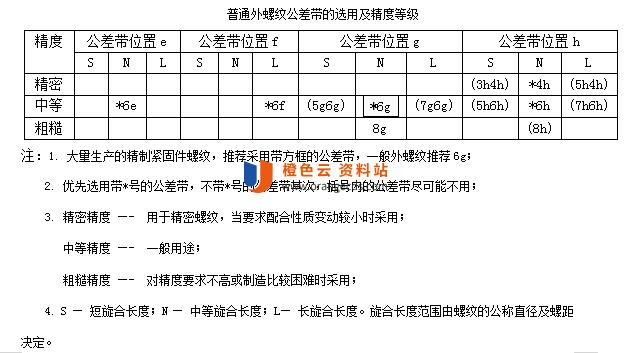
普通螺纹公差带的选用及精度等级
英制螺纹的尺寸系列


距先进制造技术大神您只差关注
中国先进制造技术论坛,工程师的摇篮
免责声明:本公众号所载文章为本公众号原创或根据网络搜集编辑整理,文章版权归原作者所有。如涉及作品内容、版权和其它问题,请跟我们联系!文章内容为作者个人观点,并不代表本公众号赞同或支持其观点。本公众号拥有对此声明的最终解释权。

点击阅读原文查看
AMT会员会能给您带来哪些好处

 操
操