
薄壁件切削加工中必做的三个正确选择
共 1 个回答
生的某卡
上一期中,我们分享了铝合金薄壁类零件的高速切削策略,刀柄与夹具的选用问题等(用实测找到最适合薄壁件的加工方式),而在进行零件精加工生产时,与粗加工不同的是精加工中需要充分考虑装夹、走刀、工艺参数对零件内部应力的影响以及切削时切削力、切削热对零件结构的影响,控制变形,避免由于效率提升引起变形,造成零件精度及表面质量破坏。
切削刀具的选择
选择更加合理的刀具可以直接提高生产效率。铝合金材料的切削加工对刀具材料要求不高,一般采用硬质合金铣刀即可,涂层可使用无涂层或金刚石涂层。在粗加工中由于不必考虑精度及质量问题,可以最大限度高效切除金属材料,因此可以选择大直径刀具,减少走刀次数,缩短走刀时间。

另外,在粗加工中尽量选择密齿刀具替代疏齿刀具,可以增加每转进给量,在相同的转速下切削速度可以得到增加。在精加工中,除了考虑材料高效去除的问题,还应充分考虑薄壁构件在切削中受力变形控制问题。

高强度的铝合金薄壁件精加工宜选用硬质合金刀具。刀具前角不能太小,否则增大了切削变形和摩擦力,前刀面磨损加大,降低刀具使用寿命。此外,刀尖圆弧半径的选择应适当,刀齿不能太密,便于切屑排出,有利于进给量进一步提高,防止冷作硬化层,延长刀具使用寿命。
走刀轨迹的选择
提速增效中一个较为有效的方法就是优化走刀轨迹,在高速切削时要保证刀位路径的方向性,即刀具轨迹尽可能简化,少转折点,路径尽量平滑,减少急速转向;应减少空走刀时间,尽可能增加切削时间在整个工件中的比例;应尽量采用回路切削,通过不中断切削过程和刀具路径,减少刀具的切入和切出次数,获得稳定、高效、高精度的切削过程。
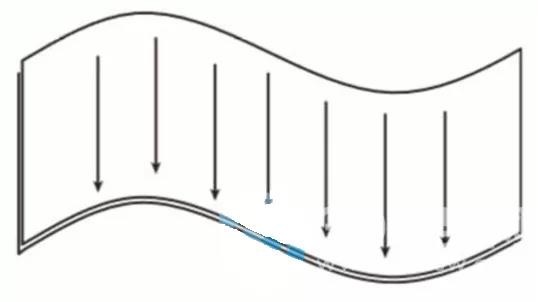
▲小曲率半径曲面的走刀路径
在整体结构件的大型复杂曲面高速切削加工中,曲面曲率变化大时,应以最大曲率半径方向作为最优走刀方向;曲面曲率变化小时,曲率半径对走刀方向的影响减弱,宜选择单条刀轨平均长度最长的走刀方向。
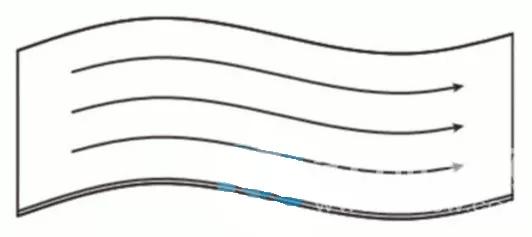
▲大曲率半径的曲面走刀路径
在斜面加工时,若采用横向水平走刀,每一段走刀距离都很短,在切削过程中主轴需要频繁换向,切削稳定性差,且由于切削的是斜面,水平走刀需要X或Y轴与Z轴的联动,不利于切削速度的提升。
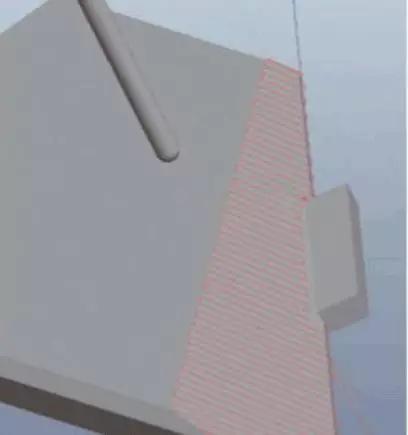
▲横向水平走刀轨迹
因此,针对此类斜面加工,走刀轨迹尽量安排为平行于最长斜边,不但走刀轨迹最长、换向次数最少,而且单道走刀都只是在XY平面运动切削,Z轴方向运动都是安排在工件轮廓之外的位置,即使在高速切削下亦可减小刀具损伤。
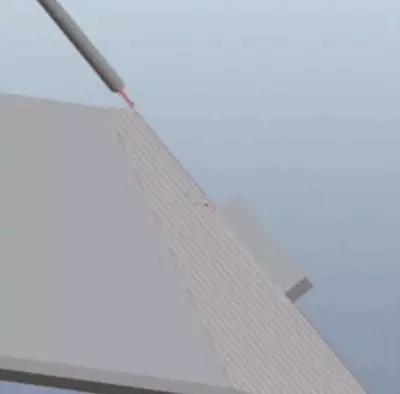
▲斜向平行走刀轨迹
切削参数的选择
在粗加工时,一般可选择大进给量与适当大的切削深度并配以中等切削速度的“大功率”高效切削,更能达到高材料切除率,从而极大提高生产效率。而对于精加工来说,只有提高转速和增大齿数是可行的,而增大每齿进给量可能会降低表面精度,产生残余应力导致变形。所以往往通过高切削速度、低每齿进给量的“轻切快切”来保证生产效率的提高和产品的精度及表面质量。

切削参数可通过切削加工有限元分析和切削加工试验确定,以一台机床主轴最高转速达24000r/min的龙门数控加工中心为例,通过Third Wave AdvantEdge 软件分析,在薄壁壁板的粗加工过程中,若选用φ25mm或者φ32mm可转位式刀具,对于切削用量的优化,主轴转速应适当提高,选择范围为12000~15000r/min;每齿进给量和切削深度不应过大,可选择范围分别为0.15mm/z和2~3mm。
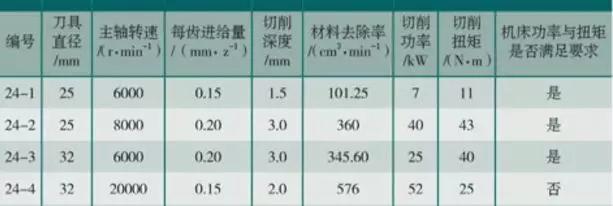
▲部分测试仿真数据
在有限元分析所得参数可选范围内即可设计切削试验,以切削效率、表面粗糙度、加工表面形貌为评判标准,最终选取最优切削参数。
在铝合金薄壁件的高效加工策略下,还需要上述刀具、走刀、切削参数等几个方面的正确选择,而下一期内容中将分享一项具体的加工实例,通过改进提升3倍效率,敬请期待后续更新~
搜索
复制
- 1
 生的某卡
生的某卡 这家伙很懒,什么也没有留下
关注