
共 1 个回答
布莉斯
汽车刹车盘,简单说就是一个圆的盘子,车子行进时它也是转动的,却在制动系统中起到了十分重要的作用。好的刹车盘制动稳定,没有噪音,不抖动,但是对于机械加工的技术要求较高,本文讲述了刹车盘夹具及相关工序加工设计方案 ,供大家学习。
刹车盘结构
汽车刹车有盘刹和鼓刹两种结构。与鼓式制动器比较,盘式刹车具有以下优点:
①盘式刹车散热性好,在连续踩踏刹车时不易造成刹车热衰退。
②刹车盘在受热之后的尺寸变化,不会使踩刹车踏板的行程增加。
③盘式刹车系统反应快速,可做髙频率的刹车动作。④盘式刹车的构造简单,且容易维修。
⑤刹车盘的排水性较佳。
因此,现在很多中、髙级轿车采用全盘刹,普通轿车则采用前盘后鼓;而相对低速且需要制动力大的卡车、巴士,仍采用鼓刹。刹车制动原理如图1所示。
 图1刹车制动原理
图1刹车制动原理
刹车盘的类型
刹车盘分为实心盘(单片盘)(见图2)和通风盘(双片盘)(见图3)。通风盘具有通风功能。在圆周上有许多通向圆心的孔洞,称为风道。汽车在行使中通过风道处的空气对流,来达到散热的目的,比实心式散热效果要好许多。大部分轿车都是前驱,前盘使用频率高、发热量较大,故采用前通风盘,而后悬挂非驱动端则采用实心盘(单片盘),当然也有前后都是通风盘的。
 图2实心盘(单片盘)
图2实心盘(单片盘)
 图3通风盘(双片盘)
图3通风盘(双片盘)
加工设备选择
刹车盘为典型的盘类薄壁零件,加工内容主要为车削和钻孔工序,加工难点是如何保证成品尺寸和形位精度。考虑到部分刹车盘的直径较大,超出了卧式车削中心的加工范围,并且工件的装夹和找正都比较费力,为提髙工艺刚性,精加工阶段最合适的设备组合为立式数控车床(见图4)+立式加工中心。
 图4 立式数控车床
图4 立式数控车床
加工工艺
刹车盘加工的重点是保证尺寸精度和几何公差要求,特别是两处刹车端面的平行度要求,针对不同的刹车盘,车削加工通常分成2道工序(粗车+精车);分成3序(粗车+半精车+精车)加工时,一是为了平衡节拍,二是为了将粗、精加工彻底分开,满足较高的工序能力指数(Cpk值)要求。
钻孔工序通常采用小规格的立式加工中心,为追求加工效率,刹车盘加工时也常使用一些超硬合金刀具及复合刀具,如陶瓷刀片、复合钻头等。现有工艺流程为:铸造毛坯-粗车-精车-钻孔-动平衡-清洗-包装。
以盘面直径430mm的刹车盘为例(见图5)介绍其工艺流程,此工件单序加工节拍为3.5min。
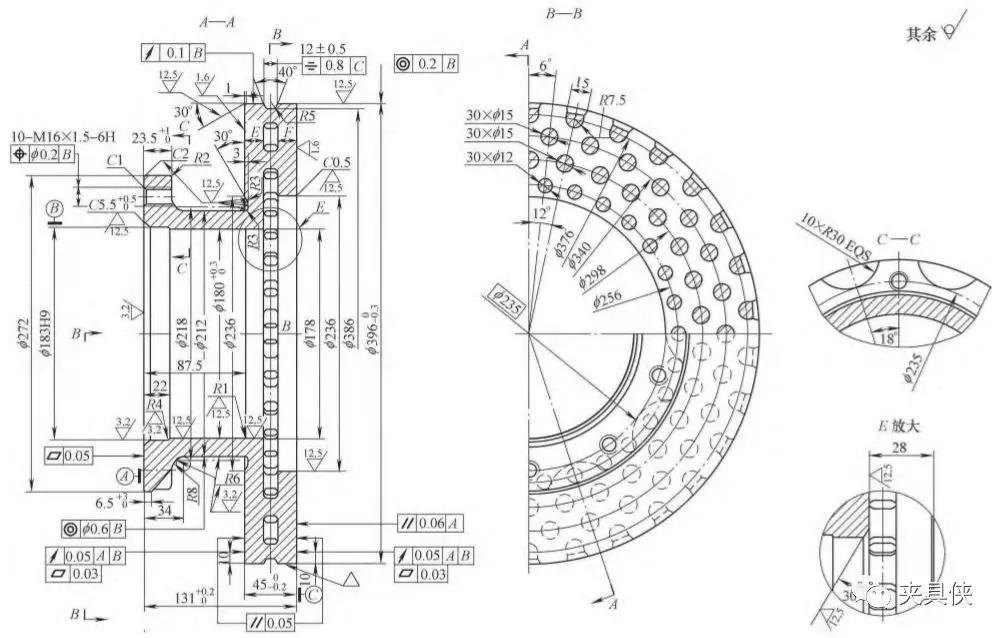 图5刹车盘图样
图5刹车盘图样
1.粗车工序
以刹车盘大端面为粗基准,轴向定位,夹通风槽,粗精车安装法兰面及安装孔,粗车刹车面。为保证两剎车面厚度相等,采用了夹通风槽的特殊工装,这样使得刹车面厚度均匀,受热及散热速率一致,防止在刹车时产生的髙温状态下变形不均,影响制动效果。数控机床加工刹车盘时的实际装夹方式如图6所示。
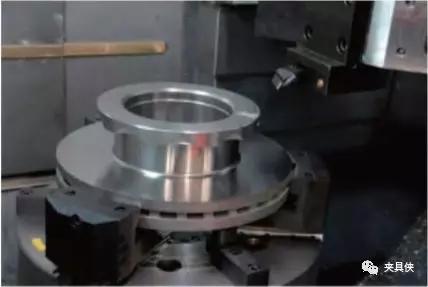
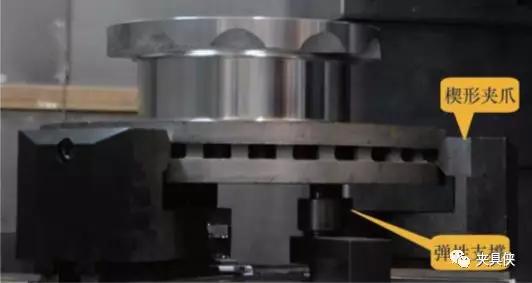 图6刹车盘装夹方式
图6刹车盘装夹方式
此序中使用的刹车盘夹具如图7所示,卡爪头部做成楔形,卡入通风槽,靠夹爪上下两平面同时接触通风槽两内侧毛坯面,零件的轴向定位及定向定位和夹紧,都由夹具通风槽实现。为了不形成过定位,避免对零件造成损伤,支撑块被设计成弹性结构。弹性支撑的弹力与毛坯重量大致相等,放入工件后,通风槽即可大概对准夹爪楔形,夹紧工件后即使髙度略有误差,也不会损伤零件。
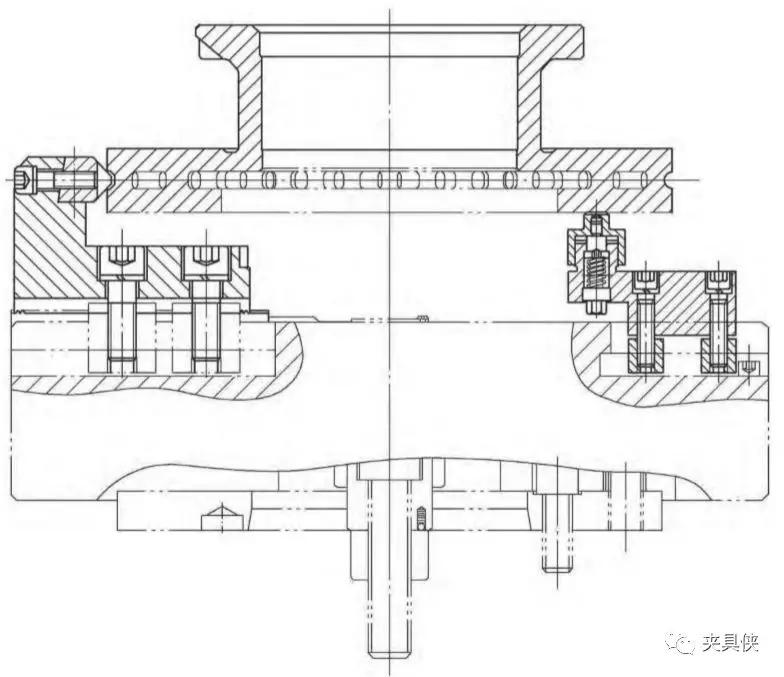 图7刹车盘夹具
图7刹车盘夹具
2.精车工序
以小端安装法兰端面为基准,实现轴向定位,夹具撑内孔,粗精车大端内孔及外圆,夹刀同时精车两刹车面。本序重点保证两处刹车面的平行度及平面度要求,为减小单刀切削时因切削力集中引起的工件变形,采用上下双刀同时切削端面的工艺,实现两处刹车面的平行度要求,由于上下两刀产生的切削力相互抵消,可大幅提高加工精度,减少变形量。
本例中的夹刀装置相当于在滑板左侧增加了一个W轴,由单独的进给系统驱动,使用时夹具装置上的刀夹下移参与切削,使用结束后收起到刀盘上方,以防刀盘转位时发生干涉,如图8所示。

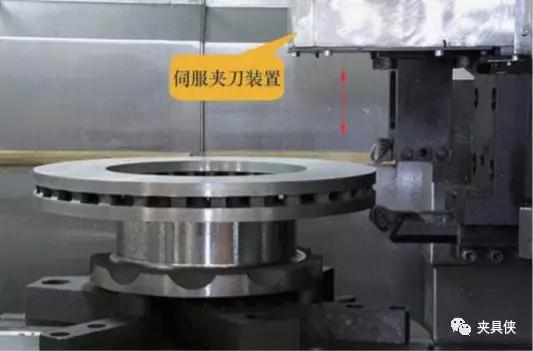 图8刹车盘实际装夹及方案
图8刹车盘实际装夹及方案
3.钻孔工序
以安装孔为定心基准,轴向定位,通过专用夹具撑紧内孔(或者压紧盘面),钻攻各部位内孔和螺纹至设计要求。根据零件精度及客户需求的不同’剎车盘专用夹具有多种样式,自动化程度和复杂程度差异较大。图9所示是带有后拉功能的液压自动夹具,适用于自动化场合。图10所示是普通的旋转压板夹具,夹紧力大,操作简单。
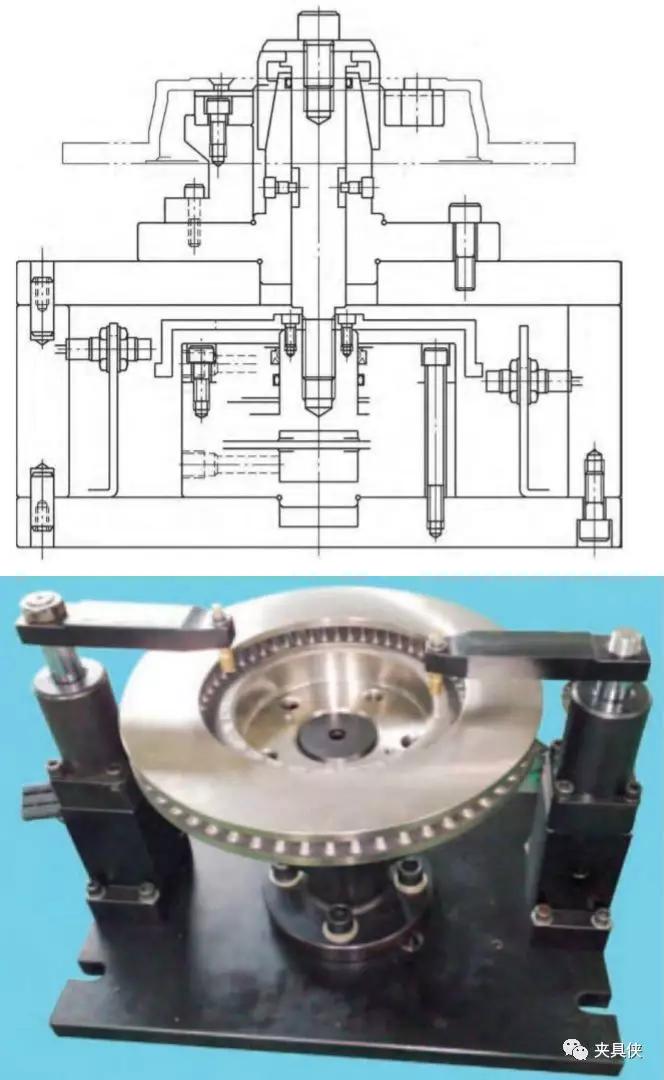 图9 带有后拉功能的液压自动夹具
图9 带有后拉功能的液压自动夹具
 图10普通旋转压板夹具
图10普通旋转压板夹具
带有后拉功能的液压自动夹具具有更高的定位和装夹精度,适用于自动化及加工精度要求较髙的零件。普通旋转压板夹具结构简单、经济实用、性价比更高,实际应用中可根据客户需求及零件精度,灵活选择夹具形式。
基于汽车刹车盘的结构类型和制造工艺进行分析研究,通过专用夹具和双刀车削的方法,能够解决刹车面的尺寸精度和几何公差难题,以此建立的数控生产线可大幅提高生产效率。
- 10条/页
- 20条/页
- 30条/页
- 40条/页
无数据
- 1
 布莉斯
布莉斯 这家伙很懒,什么也没有留下
关注