
加工中心主轴撞刀后,大家都说应该这样解决
共 1 个回答
龙鱼服
以下4个问题分别是高效加工制动主缸的方案、加工中心主轴的撞刀问题、内撑块的材质、刀柄精度的讨论,一起来看看提问之后社群大牛们都是怎么解答的:
Q1 如何高效加工制动主缸
问题详情:不考虑车床的情况下,利用现有设备加工制动器,制动主缸空及安装面要求较高。暂时考虑所有工序在加工中心上完成。
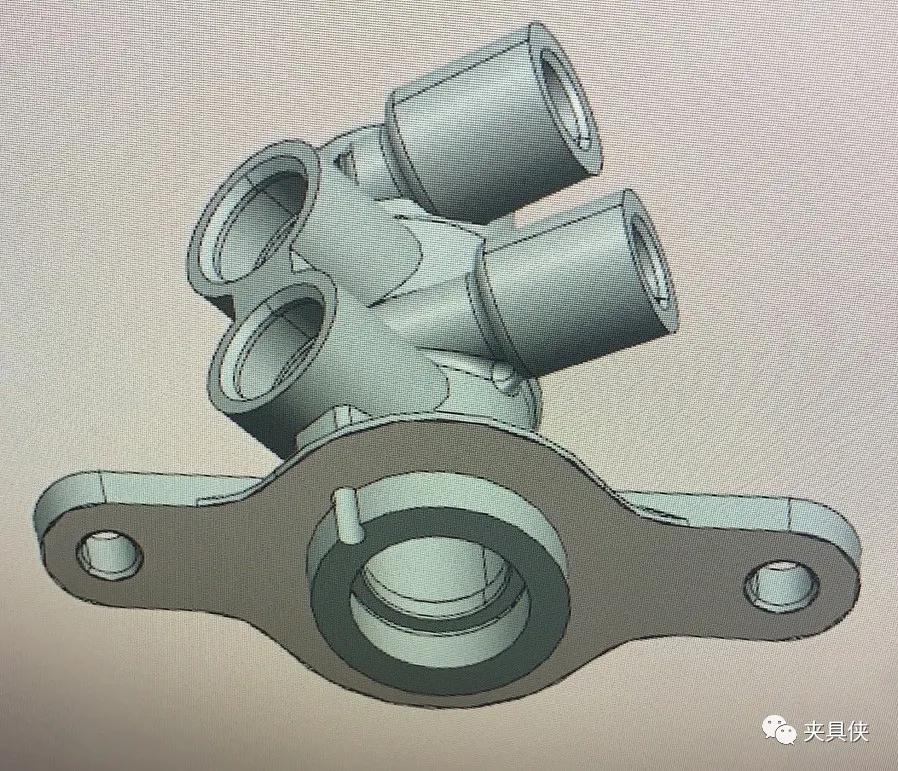
A:可以考虑复合镗刀,使用两孔定位的方案。
B:一序准备加工缸孔安装面孔上图红色区域:

二序两安装孔定位 加工进放油孔,红色区域面都是两个方向:

C:安装面跟那个外圆用铣削的话,那个面跟外圆精度要求比较重要。
D:圆垂直度同心度大概都是0.02左右,面要求也是,要考虑节拍问题。
Q2 加工中心主轴撞刀问题
问题详情:加工中心主轴撞刀过后主轴不转动,输入代码同样不转动,具体的原因和解决办法是?
A:可能是皮带、联轴器、轴承等部位损坏, 可以一一排查。
B:试试关机1分钟重启,关电状态手动转主轴是否可以。如果主轴断电情况下手动无法旋转,则可能主轴轴承抱死,需维修主轴。
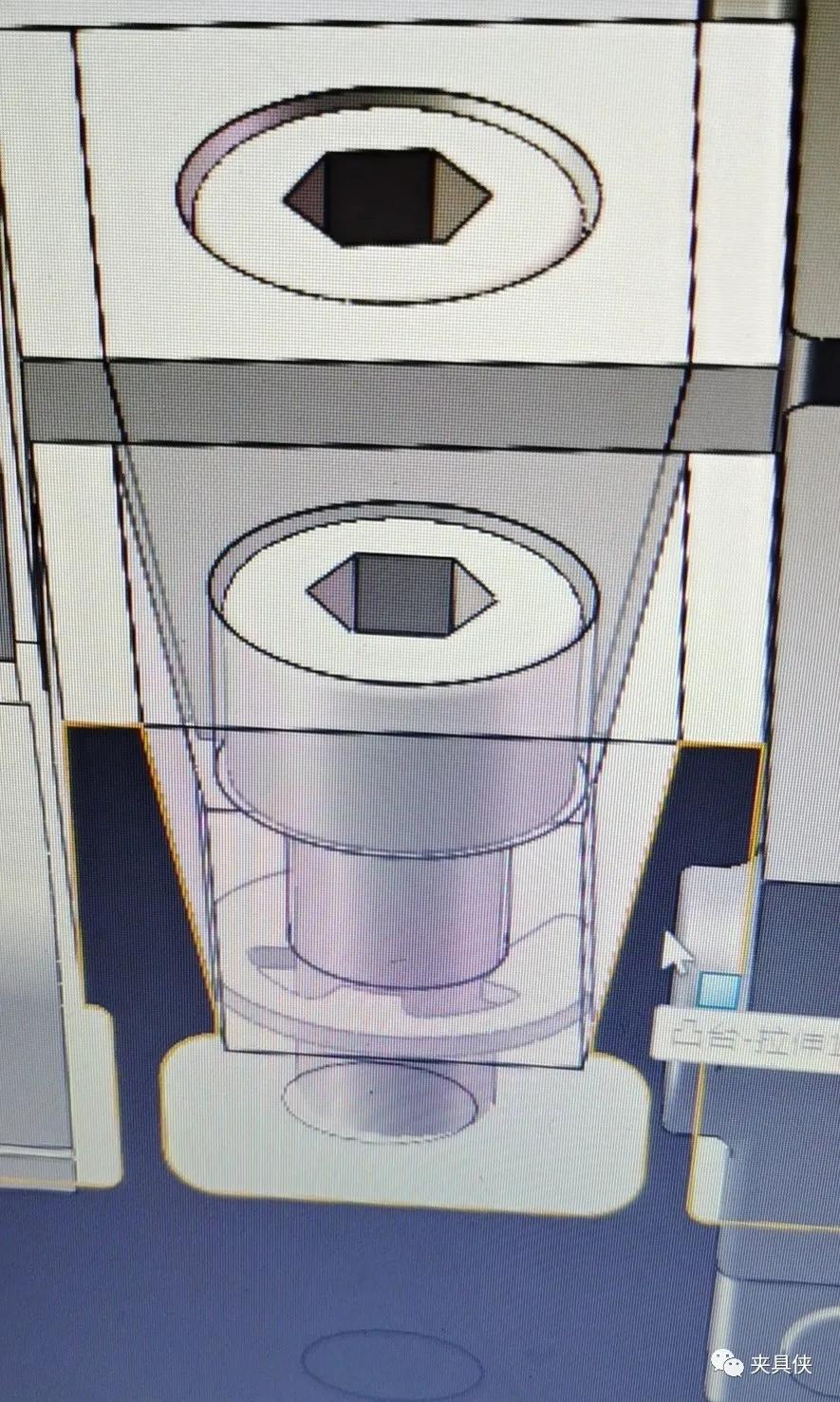
Q3 内撑块的材质分析
问题详情:如图所示的这种内撑块用什么材质好一些,目前做的钛合金的效果不太好,斜面20度左右。

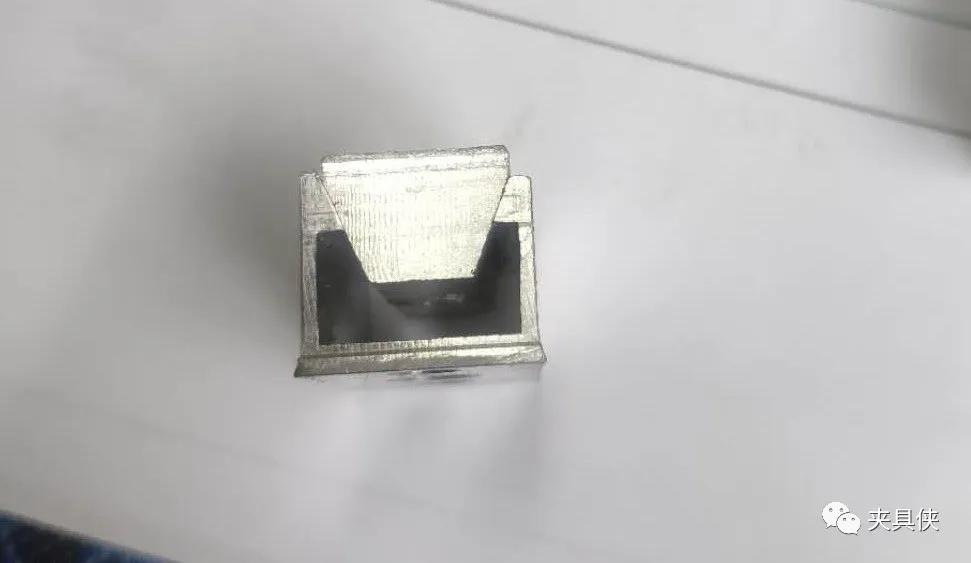
A:弹簧钢淬火,大约HRC45--55,效果好。
B:热处理到55度左右。

C:这种结构挺好,零件中间悬空的,用几个这个效果很好,零件还不怎么下拉。

D:来点小圆角,加个开口挡圈,在拆卸的时候会带砌块上来。
Q4 关于刀柄的精度讨论
问题详情:热缩刀柄比液压刀柄之间的比较:

A:精度差不多,加持力差不多,刚性这个不确定,个人认为刚性是液压的要高。液压价格贵,高速下动平衡能力略微不足,在干切高发热量零件的时候稳定性不足。
B:液压刀柄精度高,刚性好,操作方便,普遍用于精铰刀,深孔钻,大多刀具做切削展示时也基本选用液压刀柄,特别是铣刀动态铣,或者大切深侧铣,目前精度最高的应该是冷压刀柄。
C:热缩最大优点就是干涉避让,普遍用于复杂模具加工,和多轴加工。可达性好,精度也不错,加持刚性也是可以的。

像这样有关工件加工方案、刀夹具使用、加工问题的讨论,大家都会在机械社区社群内互相意见。所以如果你也有问题想要互动,或者一起来交流借鉴大家的经验,就赶快添加小编微信号,开始交流进步之路吧!
- 1
 龙鱼服
龙鱼服 这家伙很懒,什么也没有留下
关注