
数控车削加工薄壁零件如何克服变形?
共 1 个回答
交汽修厂
前 言
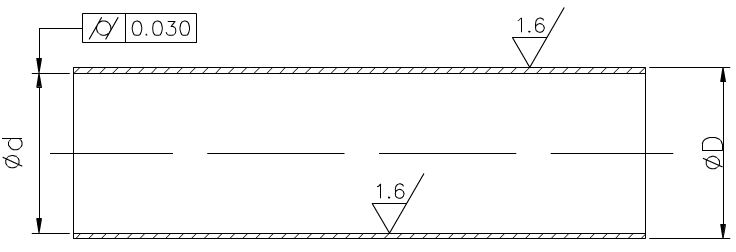
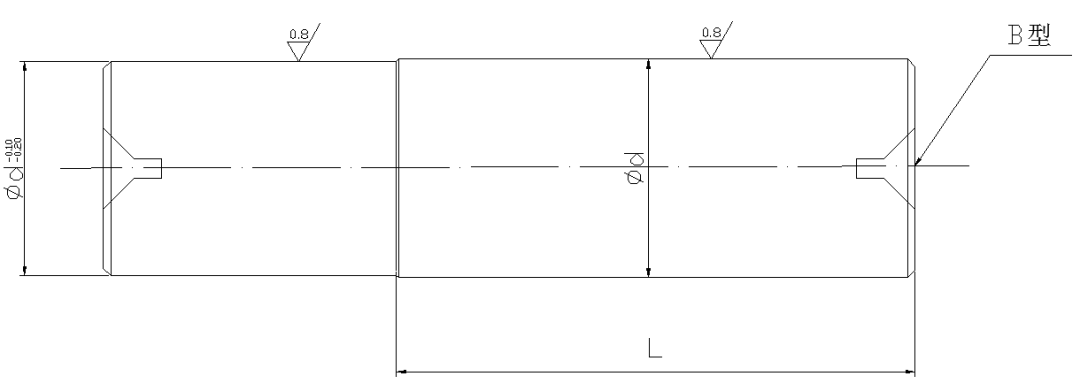
在切削过程中,薄壁受切削力的作用,容易产生变形,从而导致出现椭圆或中间小,两头大的“腰形”现象。另外薄壁套管由于加工时散热性差,极易产生热变形,不易保证零件的加工质量。下图零件不仅装夹不方便,而且加工部位也难以加工,需要设计一专用薄壁套管、护轴。
一、工艺分析
根据图纸提供的技术要求,工件采用无缝钢管进行加工,内孔和外壁的表面粗糙度为Ra1.6μm,用车削可达到,但内孔的圆柱度为0.03mm,对于薄壁零件来讲要求较高。在批量生产中,工艺路线大致为:下料—热处理—车端面—车外圆—车内孔—质检。
“内孔加工”工序是质量控制的关键。我们抛开外圆、薄壁套管就内孔切削就难保证0.03mm的圆柱。
二、车孔的关键技术
车孔的关键技术是解决内孔车刀的刚性和排屑问题。增加内孔车刀的刚性,采取以下措施:
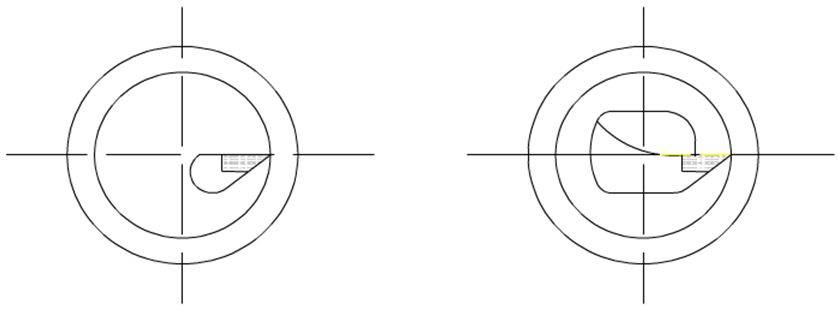
(1)尽量增加刀柄的截面积,通常内孔车刀的刀尖位于刀柄的上面,这样刀柄的截面积较少,还不到孔截面积的1/4,如下左图所示。若使内孔车刀的刀尖位于刀柄的中心线上,那么刀柄在孔中的截面积可大大地增加,如下右图所示。
(2)刀柄伸出长度尽能做到同加工工件长度长5-8mm,以增加车刀刀柄刚性,减小切削过程中的振动。
三、解决排屑问题
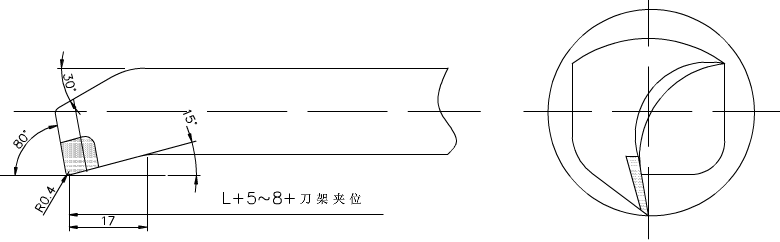
主要控制切削流出方向,粗车刀要求切屑流向待加工表面(前排屑),为此采用正刃倾角的内孔车刀,如下图所示。
精车时,要求切屑流向向心倾前排屑(孔心排屑),因此磨刀时要注意切削刃的磨削方向,要向前沿倾圆弧的排屑方法,如下图所示精车刀合金用YA6,目前的M类型,它的抗弯强度、耐磨、冲击韧度以及与钢的抗粘和温度都较好。
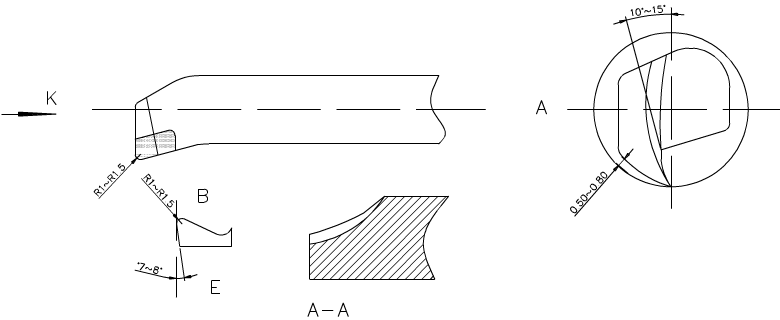
刃磨时前角磨以圆以圆弧状角度10°-15°,后角根据加工圆弧离壁0.5-0.8mm(刀具底线顺弧度),c切削刃角k向为§0.5-1为沿切屑刃B点修光刃为R1-1.5,副后角磨成7°-8°为适,E内刃的A-A点磨成圆向外排屑。
四、加工方法
(1)加工前必须要做一件护轴。护轴主要目的:把车好的薄壁套内孔以原尺寸套住,用前后顶尖固定使它在不变形的情况下加工外圆,保持外圆加工质量、精度。所以,护轴的加工对加工薄壁套管的工序是关键环节。
加工护轴毛胚用45#碳结构圆钢;车端面、开两头B型顶尖孔,粗车外圆,留余量1mm。经热处理调质定形、再精车留0.2mm余量研磨。重新热处理碎火表面,硬度HRC50,再经外圆磨床磨成如下图所示,精度达要求,完工后待用。
(2)为能使工件一次性加工完毕,毛胚留夹位和切断余量。
(3)先把毛胚作热处理调质定形,硬度为HRC28-30(可加工范围的硬度)。
(4)车刀采用C620,首先把前顶尖放进主轴锥位固定,为防止夹薄壁套时的工件变形,增加一个开环厚套,如下图所示。
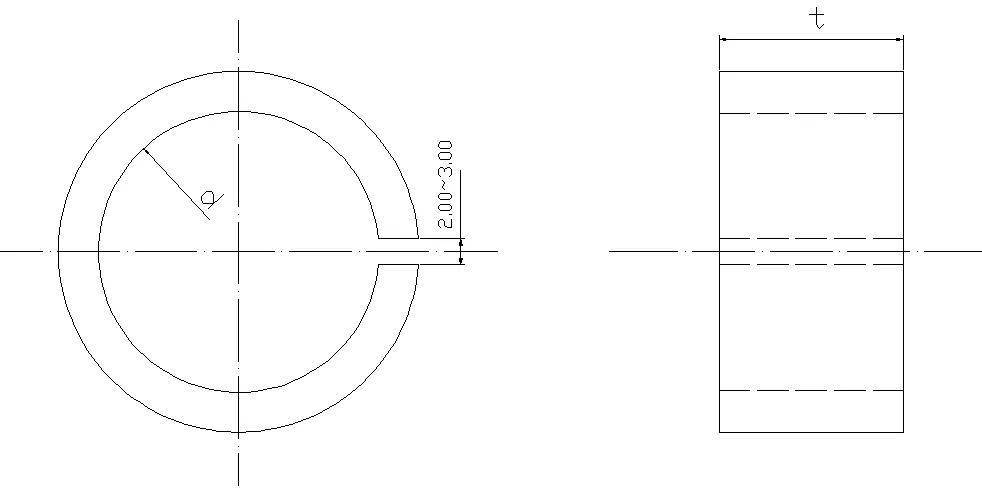
为保持批量生产,薄壁套管外圆的一头经加工为统一尺寸d,t的尺是轴向夹位,个薄壁套管压紧,提高车内孔时的质量,保持尺寸。考虑到有切削热产生,工件膨胀尺寸难掌握。需要浇注充分的切削液,减少工件的热变形。
(5)用自动定心三爪卡盘将工件夹牢,车端面,粗车内圆。留余量0.1-0.2mm精车,换上精车刀把要切削余量加工到护轴满过度配合和粗糙度的要求。卸下内孔车刀,插入护轴至前顶尖,用尾座顶尖按长度要求夹紧,换外圆车刀粗车外圆,再精车达图纸要求。经检验合格,用切断刀按长度要求尺寸切断。为使工件断开时的切口平整,刀刃口要斜磨,使工件端面平整;护轴磨小的一段就是为了切断留有空隙而磨小,护轴为减少工件变形,防止振动,以及切断时掉下碰伤原故。
五、结论
以上方法加工薄壁套管,解决了变形或造成尺寸误差和形状误差而达不到要求的问题,实践证明加工效率较高,易于操作,并且适合加工较长的薄壁零件,尺寸易掌握,一次性完工,批量生产也较实际。
- End -
出品 | 机械社区
来源 | Nikkei Asian Review、无人机学堂、集微网
- 1
 交汽修厂
交汽修厂 这家伙很懒,什么也没有留下
关注