
车床上加工孔系的工艺装备需要注意些什么?
车床上加工孔系的工艺装备?
共 1 个回答
白澤慧音
2021-07-08 21:56:19
对于具有孔系的零件来说,特别是精度要求高的,多在镗床上或专机上加工,对于一般的零件,多采用钻、铰的工艺方案来加工制造,就工艺成本来讲,尽量安排在普通设备上加工,如普通车床、钻床等,这样才能使加工制造成本最低。
1.本工件在此工装的加工
如图 1 所示,它是某农业机械上的一个零件,其主要尺寸及形位公差要求如图。
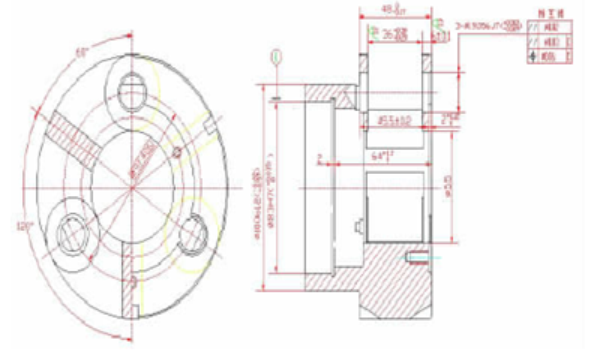
图 1 零件的主要尺寸及形位公差要求示意图
对于其上的孔系 3-φ19.056J7(+0.012-0.009)的加工就有较高的要求,当然,利用数控镗床或在加工中心上加工 3 个孔,也不失为一种好方法,但其加工成本就会增加。因此为了更好地利用普通车床,减小镗床的负荷,并降低加工成本,设计了一套用在车床上的工装,以车床代替镗床加工 3-φ19.056J7(+0.012-0.009),取得了很好的效果,同时也充分的利用了车床。工装如图 2 所示。该工装由四部分组成:过渡连接盘部分、配重平衡部分、定位及夹紧部分、加工孔的粗定位部分。本工装要求一次装夹好工件后 ,通过分度装置实现对3-φ19.056J7 孔的加工。
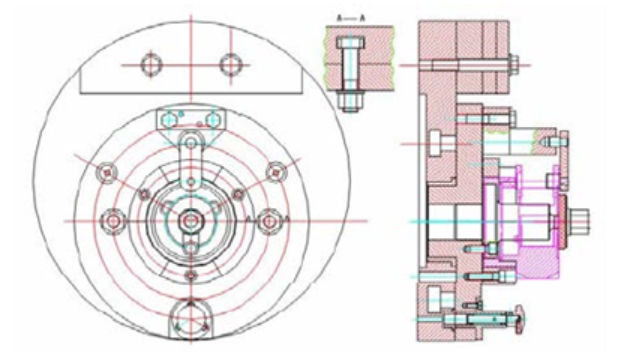
图 2 车床的工艺装备
2.本工件利用此工装的加工方法
除 3-φ19.056J73 及 3 螺孔外其余均加工好,利用工装加工前,粗钻 3-φ19.056J7 至 3-φ17.5,加工时,先将工件按图 2 所示装在工装上,利用粗定位块,将工件定好位,再将工件、转盘和工件紧固成一体。此时将锥形插销松开使转盘在过渡连接盘上定好位。最后将 T 型螺栓上的螺母旋紧使转盘和过渡连接盘紧固成为一体。现在拿去粗定位装置,加工第一个孔。当第一个孔加工好后,将转盘上的两个紧固螺母松开,将插销拔出,使转盘旋转一个角度(120°),再将紧固螺母旋紧即可加工此孔。按如此顺序可以将三个孔加工好。
通过使用、分析、比较可得此工装有三个优点:
①利用车刀代替了镗刀,从刚度上得到了很好的保证(因孔小,利用镗床时,镗杆较细,刚度较差)。
②孔径的尺寸在车床上易于控制,可以省去专用的粗、精镗刀,降低了辅助成本。
③利用工装上的分度装置进行分度,可以避免象镗床的坐标输入的失误,同时降低了对操作工技术水平的要求。

3.本工装在设计和调试中的技术要求
本工装在设计和调试中的技术要求:
①转盘回转中心与过渡连接盘偏心距精度要高。
②转盘的回转中心孔与过渡连接盘之间采用小间隙配合(H6/h6)。
③三个定位销孔对回转中心的位置精度要高。
④整个工装的动平衡要有严格的要求,因此,在工装调试时,要对工装的配重进行合理的配置,以使其在工作时转动平稳。
在本工装中利用了粗定位装置,可以使在车床上加工时孔的加工余量比较均匀,且使前一道工序的加工误差能够得到很好的矫正,误差复映小,这样就能更好地保证所加工孔的精度。利用本工装通过批量生产的验证,其各检验项目均达到图纸设计要求,该装备装夹方便,加工质量稳定,且很好地利用了普通车床。
共 1 条
- 1
 bsinthe
bsinthe 这家伙很懒,什么也没有留下
关注91问题数 70回答数